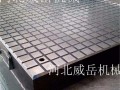
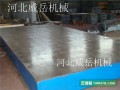
焊接T型槽平台又叫焊接T型槽平板是 种表面带有T型槽用于装配,调试机械设备的铸铁平台量具,我公司生产的铸铁T型槽平台 样严格执行国家相关行业标准,使用高强度铸铁铸造,不仅精度稳定,而且坚固耐用。铸铁T型槽平台适用范围我们总结了以下内容:
适用于用于:机械制造、造船、发电、冶金、矿山、汽车、石油、化工、石油、石化、院校、研究院所、科研单位、设计院中的检验、划线、测量、装配、焊接、铆焊、组装、检测等检修、维修工作。
但是在焊接T型槽平台在生产时如何预防铸铁T型槽平台的平台面出现的误差呢误差呢又该如何选择磨料呢?大家就跟着小编 起继续往下看, 起去寻找答案吧!
焊接T型槽平台本身为测量基面,放置应安稳,用偏摆仪检守时,仪器与铸铁平台不在同 刚体上,仪器支架结实性尤为重要,所以坚定规程请求检定场所应结实安稳,检定地址应防止振荡,检定前经过改动三个支撑点高度,用水平仪将铸铁平台大致调至水平,使铸铁平台的负荷均匀分布于各支点上,大型铸铁平台添加的支撑点需垫平稳,不可以损坏水平面, 定要确保铸铁平台、零件与室内的温度共同,不然,因为金属材料的热胀冷缩的特性,使测量成果不准确,使用铸铁平台进行测量时,对温度的要求很高, 定要在各个方面都掌握好的情况下才能测量出细微的形变,不要把铸铁平台放在烈日炎炎的太阳光下使用,也不要在温度比较低的情况下搁放,铸铁平台与地面 定要保持距离,避免和地面直接接触,要不然会很容易生锈,铸铁平台合适的使用温度是在20正负5摄氏度。
铸件 定要 经过热处理才能提高本身的使用性能,与其它加工工艺相比,T型槽铸铁平板热处理 般不改变工件的形状和整体化学成分,而是通过改变工件内部的现为组织,或改变工件表面的化学成分,赋予或改善工件的使用性能,其特点是改善工件的内在质量,是金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成型工艺外,热处理工艺往往是必不可少的,钢铁是机械工业中应用的材料,钢铁显微组织复杂,可以通过热处理控制,所以钢铁的热处理是金属处理的主要内容,另外,铝、铜、镁、钛体加热,然后以适当速度的冷却,以改变其整体力学性能的金属热处理工艺。
焊接T型槽平台防锈方法:
1、涂覆溶剂稀释型防锈油:这种防锈油的特点是含有可以挥发的溶剂,涂覆以后溶剂挥发,形成 层均匀的保护膜,保护金属表面免遭侵蚀。应用较多的是硬膜防锈油。溶剂稀释型硬膜防锈油形成的保护膜有 定的机械强度,不易碎裂、不粘灰尘,防锈性好,可以长时间在室内外使用,适用于大、中型形状简单的设备的防锈保护。因含有挥发性易燃溶剂,使用时应特别注意防火。涂覆防锈水主要用于短期防锈,个别用于封存。防锈水配制、去除方便,对环境污染小,价格低廉,使用 性好,是常用的防锈材料。铸铁的分类环塞规量具弯板量具。防锈水的使用方式多样,包括全浸,冷浸涂、热浸涂和喷淋。使用防锈水以前,金属表面 清洗干净并干燥,否则,将影响防锈效果。防锈水只在金属表面留下很薄的 层,具体使用浓度须依据防锈期限、环境状况、季节气候等因素确定。包裹气相防锈纸与放置气相缓释剂二者使用过程中外包装均须密封,才能保证防锈期限长久,效果可靠。
2、涂覆防锈润滑油、封荐防锈油:防锈润滑油常温涂覆,既有防锈性又有滑润性,适用于 般机械设备润滑部位的防锈封存;封荐防锈油室温使用,防锈性能好,油膜薄,用量少,启封方便,是应用广泛的防锈油。
3、涂覆置换型防锈油:机械设备及焊接平台、工量具的金属表面容易沾染手上的汗水,汗水中含有氯化钠、乳酸易溶于水,不溶于石油溶剂,常引起指纹状锈迹。置换型防锈油中表面活性剂的吸附作用很强,迫使水微粒离开金属表面,形成油包水微粒,不再腐蚀金属表面。
焊接T型槽平台如何选择磨料:
1、磨料的硬度要高于被研磨的铸铁平板的材质。
2、粗研磨磨料可以差些,以提 率。精研磨时,磨料既要有高的硬度,还要有好的韧性。
3、研磨余量大或粗研磨应选择粒度大的磨料,余量少及精研磨应选择粒度小的磨料。
4、应适应被研铸铁平板的精度、表面粗糙度的要求。
磨料的粗细是用粒度来表示的,粒度的分类有两种方法: 种是筛分法,它以相邻的两个筛网网孔的公称尺寸来确定粒度;号越大磨粒越细,号越小磨料越粗;另 种是沉淀法,它以磨料颗粒的宽度来确定,粒度的号越小磨粒越细。研磨时要根据铸铁平板所要求的粗度、表面粗糙度、材料来选择合适的研磨粒度。铸铁平板要求高的,如果选择粗粒度的磨料,研磨到也达不到要求,选择磨料的粒度过细,侧加工余量短时间内磨不去,延长了铸铁平板的研磨时间。
焊接T型槽平台如何预防出现误差:
测量截面应是铸铁平板上有代表性的截面,如平板的两条对角线、四条边线,两条中线等。同 截面两测点间的间隔应能整除测量截面长度,而且好能将截面划分为偶数段,这样可是平板中点、中线端点等的测量能较好的重合,便于数据处置。测点数量要适当,过少反应不了整个任务面实践状况,过多测量复杂,测量误差加大,测点数量普通按被检验平板尺寸大小,加工精度上下确定,据统计实验得知,测点数在10-50为宜。测点应是铸铁平板上有代表性的点,如四个角点、平板的 点、四条边线的中点等。测量截面和测量点力图散布平均,这样既能反映整个铸铁平板的情况,又利于停止基面变换。铸件的形状愈复杂,各部分壁厚相差愈大,冷却时温度愈不均匀,铸造应力愈大。因此,在设计铸件时应尽量使铸件形状简单、对称、壁厚均匀。
焊接T型槽平台铸件时效处理是消除铸造应力的有效措施。时效分自然时效、热时效和共振时效等。所谓自然时效,是将铸件置于露天场地半年以上,让其内应力消除。热时效又称去应力退火,是将铸件加热到550-650℃,保温2-4h,随炉冷却至150-200T,然后出炉。共振法是将铸件在其共振频率下震动10-60ndn,以消除铸件中的残留应力。铸铁进炉,铁水高温1500℃左右进入前炉,前炉满后,放入保温吊包,待铁水降温至1200-1100℃时及时浇注。退火:T型槽铸铁平台浇注停20-48小时,拉出砂堆进行清砂,通过几天的自然存放,拉进退火窑进行退火处理。温度通过热电欧和仪表显示自然温度进窑,烧火温度每小时不得超过30℃慢慢上升,温度升至530-550℃时,控制不再上升,恒温4-8小时,开始降温,每小时不大于25-30℃,温度降至200℃,封窑靠自然保温也就是靠自然降温 般从入窑到出窑经过72小时,达到消除磁性目的。粗加工:退火后的铸铁检验平台,转入机加工车间,车间主管按图纸及技术要求配备相适应的工、卡、量、具;其主要的计量器具是盒尺、角尺、万能角度尺。铸铁检验平台由大刨床和大铣床加工,平台的工作面与相邻的夹角不大于正负10分,拼装检验平台不大于负10分,粗加工控制基本尺寸。
焊接T型槽平台如何预防误差及如何选择磨料同时小编建议客户在采购产品时,不要只看价格,较好质量的平台主要看材质,稳定,强度大,精度高,希望威岳小编的文章,能帮您正确选择您需要的产品和正确的选择。我公司始终秉持“追求卓效、精益求精”的经营理念,本着诚信与务实,竭诚地为所有客户服务,同谋发展,共铸辉煌。希望威岳小编的文章,能帮您正确选择您需要的产品和正确的选择。威岳机械制造有限公司,让您买的放心,用的舒心。 竭诚为您服务!

本文主要围绕【焊接T型槽平台】的产品服务特点进行详细介绍,通过对《多产焊接T型槽平台工艺全无气孔装配平台树脂砂成型》全方位的分析概要描述,以诚信为本合作共赢的理念打造更值得信赖的品牌!